

Практически на каждом производстве присутствует обработка труб и профилей, поэтому Компания КАМИ решила предложить свою линейку оборудования для этих целей на Российский рынок.
Основной областью применения трубогибочных станков являются:
|
 |
Итак, ниже мы опишем основные тезисы технологии гибки труб, а также для каких целей нужен тот или иной тип станка, чтобы помочь Вам в выборе.
Во-первых, существует два способа, чтобы согнуть металлические трубы:
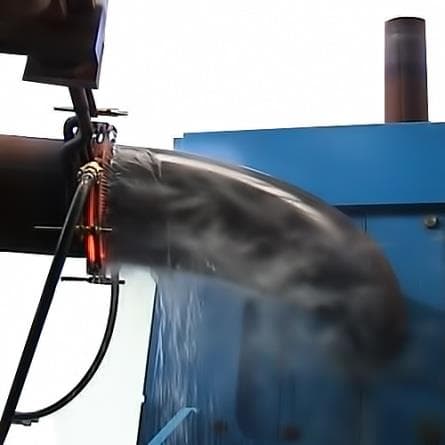 |
Горячая гибка - колено трубы в месте изгиба нагревается до высокой температуры. Этот метод используется для гибки труб диаметром более, чем 215 мм. |
 |
Холодная гибка - колено трубы в месте изгиба остается при естественной температуре. Этот метод используется для гибки труб от 4 до 215мм, с толщиной стенки от 0,8 мм до 10 мм. |
Во-вторых, существуют два вида технологии гибки труб:
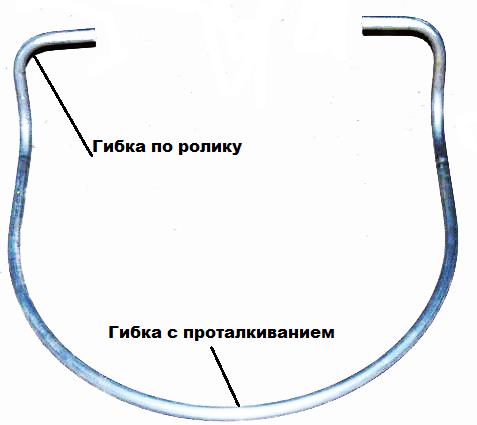
1. Простой изгиб по ролику - труба гнется по радиусу в соответствии с параметрами оснастки. 2. Гибка труб с проталкиванием - труба имеет свой ход (проталкивается) во время гибки, за счет чего можно получить радиус гиба более, чем в 6 раз превосходящим диаметр трубы. |
 |
 |
Трубогибы компании могут быть использованы для таких типов изделий, как:
|
Материалы заготовок могут использоваться, такие как конструкционная сталь, нержавеющая сталь, медь, бронза, алюминий и так далее. Другие материалы возможно гнуть после уточнения у брэнд-менеджера данного направления.
Комплект оснастки должен меняться на станке при следующих изменениях в процессе:
- Внешний диаметр трубы
- Толщина стенки трубы
- Радиус изгиба трубы
- При изменении типа профиля (круглая, квадратная, овальная и т.д.)
Каждый комплект оснастки включает в себя:
- Гибочный ролик
- Зажимной пресс
- Прижимной пресс
- Дорн
- Разглаживатель (требуется в зависимости от особенностей гиба)
- Зажимная цанга (только для ЧПУ)



|
 |
|
 |
 |
 |
| Автоматическая гибка | Ручной поворот | Ручная подача |

Машины такого уровня применяются для выполнения несложных гибов (в одной плоскости) и при небольших объемах производства.
Двухосевой полуавтоматический трубогиб
|
 |
|
|
|
|
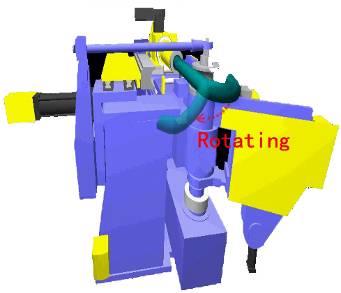
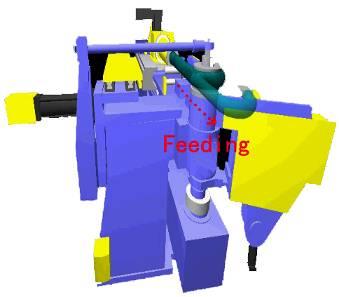
| Автоматическая гибка | Автоматический поворот трубы | Ручная подача |

Машины такого уровня применяются для выполнения более сложных гибов, нежели предидущий тип (гибка в нескольких плоскостях, но при небольших объемах производства, так как подача трубы остается в ручном режиме).
Двусторонние трубогибыНа станках данного типа параллельно установлены два гибочных ролика, для получения изделий с симметричным гибом. Гиб осуществляется автоматически. Также, существуют модели с поворотом гибочного узла для получения гиба в двух плоскостях.
 |
  |
- Гидравлического типа (все оси управляются от гидроприводов)
- Гибридного типа (комплексное применение гидро- и серво- приводов для управления осями станка)
- Сервоприводного типа (все оси управляются от сервоприводов) – самый точный и производительный тип трубогибочных станков.


Также, автоматические трубогибы бывают двухголовочного типа, машины такого типа являются самым сложным и дорогим оборудованием, их применение целесообразно в случаях, когда изделие гнется в нескольких плоскостях и конструкция одноголовочной машины не позволяет их осуществить. Для утверждения необходимости такого станка применяются современные программы 3D моделирования процесса гибки, которые могут воспроизвести технологию и помочь определить, не будет ли происходить столкновение изделия с узлами станка в процессе обработки.

Подбор автоматического трубогиба с ЧПУ должен начинаться с проработки чертежей и оценки серийности производства. Только обладая этими данными возможно определить:
- Какие привода целесообразно применять в той или иной технологии
- Необходимое количество уровней гибочных роликов
- Необходимость функции проталкивания
- Наличие бустера
- Количество гибочных узлов
Самыми основными параметрами при выборе трубогиба являются:
- Материал трубы / профиль трубы
- Диаметр трубы / размеры профиля
- Толщина стенки трубы / профиля
- Радиус изгиба CLR (Средний радиус по оси трубы)
- Угол изгиба
Более подробно о разглаживателе:
 |
Применяется при гибке больших диаметров труб с малым радиусом, например, Dтр= 50,8 при радусе гиба, равному 2D трубы или ниже. Также, его необходимость может возникнуть при определенном состоянии трубы и вида трубы. Материал, из которого производят разглаживатель - сплав бронзы. Основная функция разглаживателя - сбалансировать взаимное расположение поверхности трубы с поверхностю гибочного ролика для улучшения качества гиба, избегания смятия и появления «гофр» в месте гиба. После около 500 изгибов разглаживатель нужно заменить на новый. |
Что касается дорна.
   |
Разработан стандартный тип для несложных гибов. Если же радиус гиба будет меньше 2-х диаметров трубы, то рекомендуется использовать «шариковый дорн». |
На данный момент, ассоциация КАМИ предлагает большой выбор станков разного класса.
Более подробно ознакомиться можно в разделе: Трубогибочные станки Компания КАМИ будет поддерживать, как склад оборудования, так и склад запасных частей, расходных материалов и оснастки.

станет прекрасным участником Вашего производственного процесса, поможет улучшить качество изделий и увеличить объемы производства.
Подробная информация по телефону: 8-800-1000-111 и 8 (495) 781-55-11