

1. Понятие и сырье.
Искусственный камень — обобщённое понятие для нескольких видов промышленных продуктов, представляющих из себя имитацию натурального камня:
- разные виды синтетической каменной продукции, на основе полиэфирных смол и наполнителя из крошки природного камня,
- облицовочные изделия из цветных бетонов с рельефом поверхности и цветом, приближёнными к природному камню,
- искусственный акриловый камень.
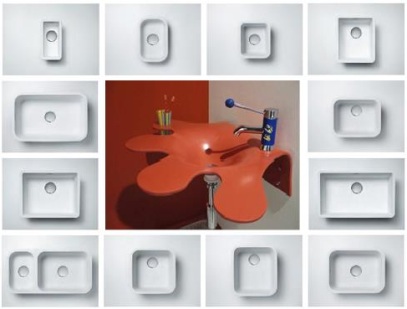
Синтетическая продукция может использоваться в декоре от облицовки зданий и вплоть до статуй и скульптур, но все-таки основная сфера применения – это элементы интерьера (столешницы, барные стойки, подоконники).
| Подготовка кварца: | Смешивание: | Добавление краски перед прессовкой: | Закаливание: |
 |
 |
 |
 |
Искусственный камень — это отличная замена природного камня, такого как, например, известняк и песчаник, гранит и травертин и др. Он также способен имитировать разрез естественного камня при кладке.

Искусственный камень может быть сделан из белого или серого цемента, искусственного или натурального песка, тщательно отобранного покрошенного камня или натурального гравия высокого качества с добавлением минеральных красящих пигментов, позволяющих достичь желаемого цвета и фактуры без потери физических свойств.
Искусственный кварцевый камень получают путём вибропрессования материала в условиях вакуума и высокой температуры. Так, при производстве кварцевого агломерата в качестве доминирующего материала применяют жильный кварц, который дробят в крошку, промывают, высушивают и сортируют по фракциям различных размеров.

Для получения определённой цветовой гаммы и текстуры поверхности, кварцевая крошка в определенных пропорциях перемешивается с красящими пигментами и между собой. В полученную смесь добавляется ненасыщенная полиэфирная смола, которая представляет собой связующее вещество. Полученный материал выглядит полностью, как натуральный камень, однако при этом он лишён недостатков натуральных материалов.
Результатом переработки кварцевого камня является слэб (плита). В зависимости от производителя, слэбы имеют разные размеры, но к стандартному можно отнести слэбы размером 144х306 см / 56х122 дюймов .
2. Изготовление интерьерных изделий.
2.1. Выбор поставщика камня.
Существует несколько методик производства искусственного камня, однако наиболее известными марками являются такие как HanStone, QuartzMaster, Still Stone, CimStone, Caesarstone, Silestone, Technistone, Quarella , Radianz, Santa margherita, MaxTop, Staron (Samsung), Dekton.
Отличительной особенностью искусственного камня является его уникальная прочность и устойчивость к механическим воздействиям. Кроме того, благодаря технологии производства, можно говорить об отсутствии пор в структуре материала и, как следствие, о таких характеристиках, как влагонепроницаемость, устойчивость к перепадам температур.
2.2. Замеры.
Рассчитывается необходимая длина заготовки, длина кромки и пристеночного бортика. Учитываются радиусы, скосы, нестандартный размер (например, у столешницы ширина больше 760 мм), и прочие детали.
2.3. Раскрой камня по заданным размерам.
 Резка камня производится на оборудовании, имеющем дисковые пилы или абразивные круги, вращающиеся с высокой скоростью для получения максимальной чистоты обработки материала на первом этапе получения изделия. Резка заготовки по размерам производится посредствам закрепления детали на горизонтальной поверхности станины станка, в то время как сам режущий инструмент (пилы или абразивный круг) вращается в вертикальной плоскости.
Резка камня производится на оборудовании, имеющем дисковые пилы или абразивные круги, вращающиеся с высокой скоростью для получения максимальной чистоты обработки материала на первом этапе получения изделия. Резка заготовки по размерам производится посредствам закрепления детали на горизонтальной поверхности станины станка, в то время как сам режущий инструмент (пилы или абразивный круг) вращается в вертикальной плоскости.
Для целей раскроя применяется мостовая пила DENVER SKEMA. Станок способен в автоматическом режиме осуществлять прямолинейный и диагональный раскрой, раскрой под углом, и изготовление различных прямолинейных профилей. Необходимый инструмент – пильные диски.
2.4. Сложный раскрой и резка под склейку.
Для производства сложных резов (как правило – криволинейных, радиусных или с прямым / острым углом) возникает необходимость использования фрез, вместо пильных дисков. Кроме того, для получения качественных резов под склейку (угол 45), особенно на высокопрочных материалах с высокими напряжениями (такими, как, к примеру, Dekton), необходимо использование агрегатов с небольшим подрезочным диском, зафиксированным под 45 градусов, и высокоточного ПО.
 |
 |
 |
 |
 |
. Все эти задачи с легкостью реализует обрабатывающий центр с ЧПУ DENVER QUOTA STONE. Станок автоматически производит фрезеровку и резку по программе, сам производит смену инструмента и имеет специализированное программное обеспечение для максимально простой и точной обработки. Необходимый инструмент – пильные диски, фрезы на конусах ISO40.
 |
 |
 |
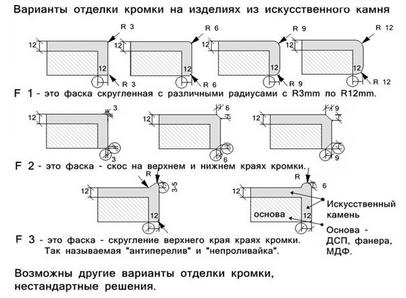
2.5. Обработка кромки.
Для придания внутренним и внешним кромкам товарного вида, необходимо произвести профилирование, шлифовку и полировку с помощью соответствующего периферийного инструмента. Эти задачи также реализуются обрабатывающим центром DENVER QUOTA STONE в полностью автоматическом режиме.
  |
 |
  |
Необходимый инструмент: профильные круги и фрезы.
2.6. Сверление, занижение, производство стоков, гравировка.
Производство интерьерных изделий из искусственного камня зачастую требует таких операций, как сверление отверстий (например, под смеситель на столешнице), производство каннелюр (например, для стока воды к мойке), занижение материала для создания многоуровневого изделия и, даже, нанесение декоративных элементов и надписей методом фрезерной гравировки.
 |
 |
 |
 |
Все эти операции способен выполнить станок DENVER QUOTA STONE. Используемый инструмент: различные виды фрез и агрегатов.
 |
 |
 |
 |
2.6. Термоморфинг.
Некоторые виды искусственного камня позволяют придавать финальным изделиям практически любые формы. Например, при равномерном нагреве материала Staron от компании Samsung до температуры 160–180 °C градусов, материал становится эластичным и ему можно придавать сложные геометрические формы.


Данный процесс называется “термоморфинг” и требует для реализации применение специального оборудования, а именно – мембранно-вакуумного пресса. Лист искусственного камня закладывается в нагревательный стол, крышка которого имеет пневматический механизм открытия и закрытия. После закрытия крышки происходит нагрев листа до необходимой температуры (диапазон температур и время прогрева устанавливается производителем искусственного камня). Прогрев происходит со скоростью около 1мм толщины в минуту. После прогрева листа он укладывается на рабочий стол с шаблоном и накрывается рамкой с мембраной, из-под которой выкачивается воздух. Под воздействием атмосферного давления мембрана прижимает лист, который сгибается по форме шаблона. После остывания деталь готова к последующей обработке.

Универсальный термопресс с узлом нагрева листовых материалов TF-300HV как раз идеально справляется с данной задачей.
2.3.5. Полировка поверхности изделий.
В процессе транспортировки и обработки на поверхности интерьерных изделий могут появляться повреждения в виде сколов, царапин и шероховатостей. Потому, после проведения ряда операций по обработке изделия, переходят к общей очистке его поверхности (очищают от пыли), а затем предварительной шлифовке верхнего слоя. Поверхность приобретает матовый блеск и становится однородной и одинаковой по толщине вдоль всей длины детали. Эту операцию можно пропустить, если изделие имеет сложную форму с многочисленными выступами, но так как обычно из искусственного камня делают столешницы, подоконники, могильные плиты и другие более или менее плоские предметы, то данная технологическая операция обязательна. Заключительная технология предполагает чистовую полировку верхнего слоя материала и позволяет получить в итоге изделие высокого качества только при применении соответствующей техники (станков), правильно подобранного инструмента и абразивного материала. Попытка проигнорировать (с целью экономии) хотя бы один из вышеперечисленных компонентов приведет к порче, как материала, так и инструмента.


Для этих целей могут использоваться, как ручной коленно-рычажный станок ALBA POLISHING H-1, так и полностью автоматический станок с автоматизированной сменой шлифовального и полировального инструмента DENVER VISION ATC.
 |
 |
 |
 |
Необходимый инструмент – шлифовальный абразив, франкфурты и полировальные мягкие круги.